Na zakładce Marszruta definiowane są wszystkie operacje, jakie będą konieczne do zrealizowania przy produkcji wyrobu. Przycisk Dodaj operację otwiera okno kartoteki, w którym wybiera się właściwe operacje dla technologii.

Pozycje zakładki Marszruta:
Indeks - automatycznie przypisywany indywidualny numer operacji. Począwszy od liczby 10 nadawane są kolejne numery „co dziesięć”.
Kod operacji i Nazwa - użycie przycisku Dodaj operację uruchamia okno wcześniej zdefiniowanych operacji technologicznych. Po wybraniu operacji, jej kod i nazwa zostaną przeniesione na listę operacji marszruty.
Użytkownicy z włączoną funkcjonalnością harmonogramowania produkcji będą widzieli ma marszrucie karty dodatkowy panel. Za pomocą opcji Dodaj poprzednik ustawia się poprzednią operację dla operacji zaznaczonej na liście powyżej.
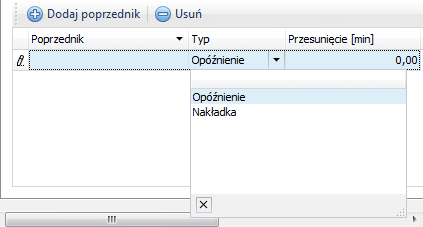
Przesunięcie [rbg] – to czas potrzebny na przejście z jednej operacji do drugiej (np. uwzględnia się przemieszczanie pracowników, czas potrzebny na wyschnięcie polakierowanej ramy itd.). Typ Opóźnienie wybierany jest dla operacji, która ma się zacząć po skończeniu operacji poprzedniej. Typ Nakładka wybierany jest dla operacji, która może się rozpocząć w trakcie trwania poprzednika. Przycisk Usuń zdejmuje wprowadzoną operację z listy poprzedników.
Opis – jest to dowolna nazwa wprowadzana własnoręcznie (opis ten może być wykorzystywany np. w raportowaniu produkcji),
Gniazdo – nazwa gniazda, w którym będzie wykonywana operacja (wybór z listy rozwijanej wcześniej zdefiniowanych gniazd produkcyjnych),
Stanowisko – wybór z listy rozwijanej wcześniej zdefiniowanych stanowisk przyporządkowanych do danego gniazda produkcyjnego. Wartość w polu Stanowisko nie jest obowiązkowa do uzupełnienia.
Jeśli pole zostanie puste, to przy włączonym harmonogramowaniu na planie produkcyjnym z dostępnych stanowisk w gnieździe zostanie wybrane jedno z wielu wolnych stanowisk. Jeśli stanowisko będzie uzupełnione na marszrucie, to przy włączonym harmonogramowaniu program będzie korzystał tylko z tego wybranego stanowiska, (jeśli wybrane stanowisko będzie zajęte, to program będzie czekał z rozpoczęciem operacji na „zwolnienie” wybranego na marszrucie stanowiska. Nie wykorzysta innego wolnego).
Tpz – czas potrzebny na przygotowanie danej operacji,
Ti – czas wykonania danej operacji,
JM – jednostka czasu (minuta, roboczogodzina, sekunda),
Norma – określa ilość przewidzianą, jako norma do wykonania w zadanym czasie (np. roboczogodzinie),
Cena – cena wykonania wybranej operacji,
Wartość – wartość wykonania wybranej operacji (wartość wyliczana automatycznie),
Współbieżność – określa, w jakim stopniu będą wykorzystane zasoby gniazda produkcyjnego (np. na ilu stanowiskach jednocześnie może być wykonywana ta sama operacja). Cyfra „1” oznacza możliwość wykorzystania jednego zasobu. Wartość „0” to dostępność wszystkich zasobów występujących w gnieździe na potrzeby realizacji operacji technologicznej.
Stały czas – poprzez zaznaczenie zapisuje się informacja, że niezależnie od ilości wytwarzanego produktu operacja ta zajmie tyle samo czasu,
Ilość wyjściowa – jest to właściwa ilość elementu, który powstanie w wyniku wykonania operacji. Funkcjonalność ta możliwa jest następnie do wykorzystania w kontroli ilościowej produkcji, na potrzeby raportowania oraz jako dodatkowy parametr.
Narzędzia – ręczne wprowadzenie lub wybór z kartoteki (zależnie od ustawień) narzędzi, za pomocą, których zostanie zrealizowana operacja,
Uwagi – pole do wprowadzania uwag,
Obraz – dodanie pliku z obrazkiem prezentującym daną operację.
Przycisk Usuń operację umożliwia usunięcie wybranego składnika.
Wybierając przycisk Załączniki można dodać uzupełniającą dokumentację do wybranych operacji (analogicznie jak przy Załącznikach do karty technologicznej). Załączniki do operacji dodane na karcie technologicznej widoczne będą w dokumentacji operacji na zleceniu produkcyjnym.